
剥离纸厚 | 刀高 |
0.04 | 0.45 |
0.06 | 0.44 |
0.08 | 0.43 |
0.11 | 0.41 |
0.15 | 0.38 |
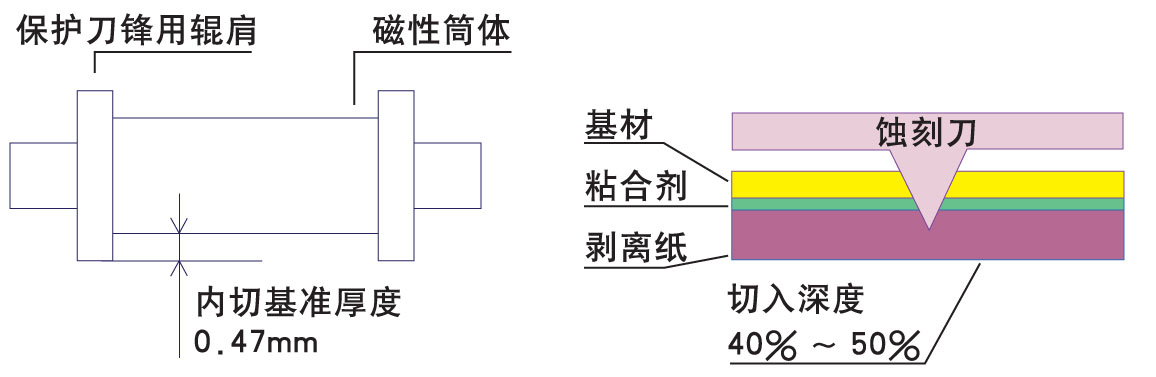
在加工较厚剥离纸与较柔软的材料时,易发生剥离纸与材料分离的现象,请特别注意!
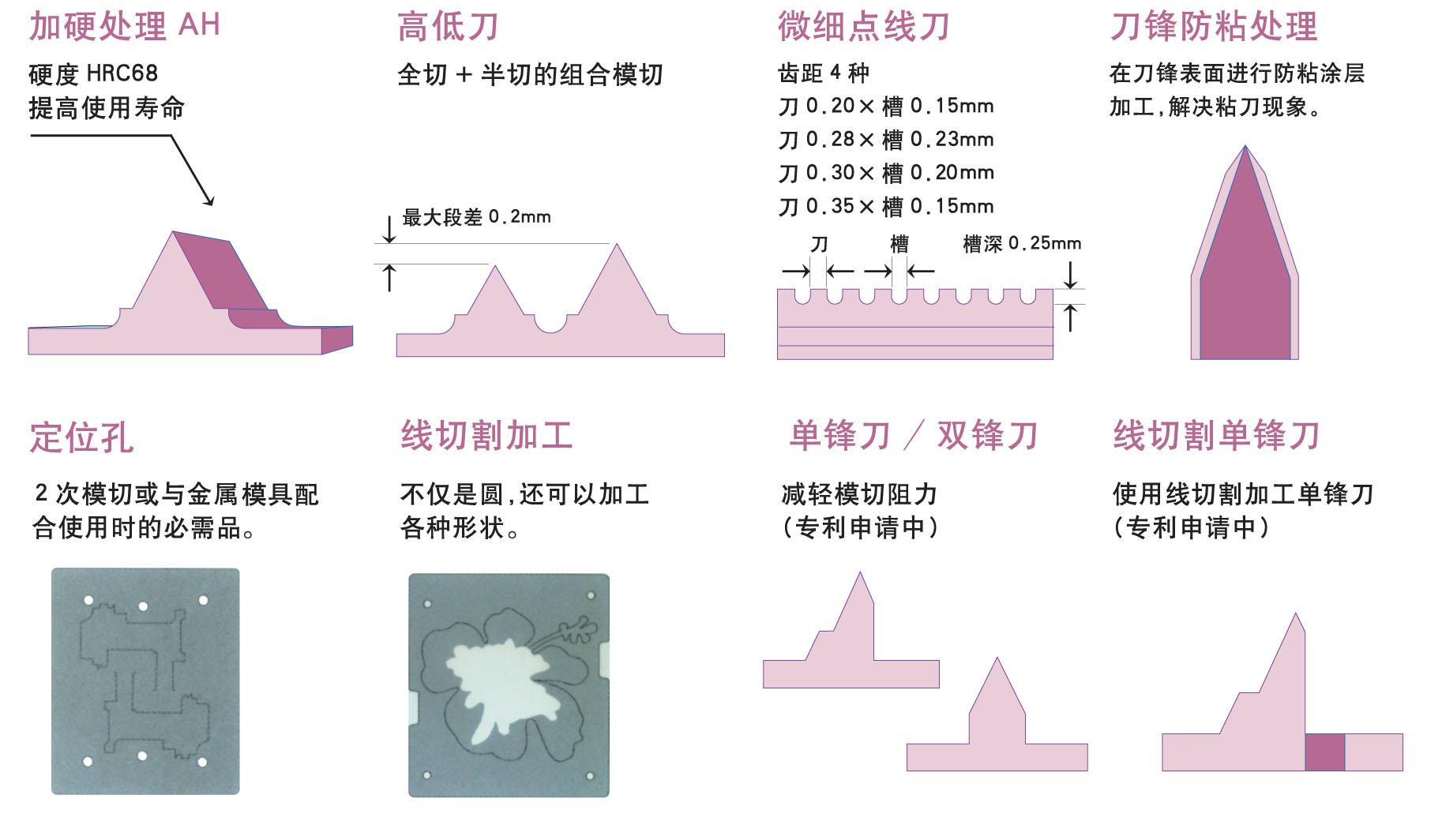
在基板上固定蚀刻刀时,基板与蚀刻刀之间请不要使用双面胶带和粘合剂。双面胶带和粘合剂的残留会造成蚀刻刀的不平整,发生部分地方切不开的情况。
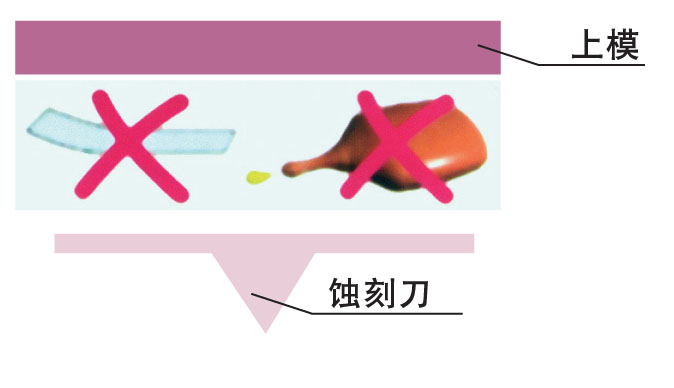
必须从蚀刻刀的正面用单面胶带固定,不使其移动。
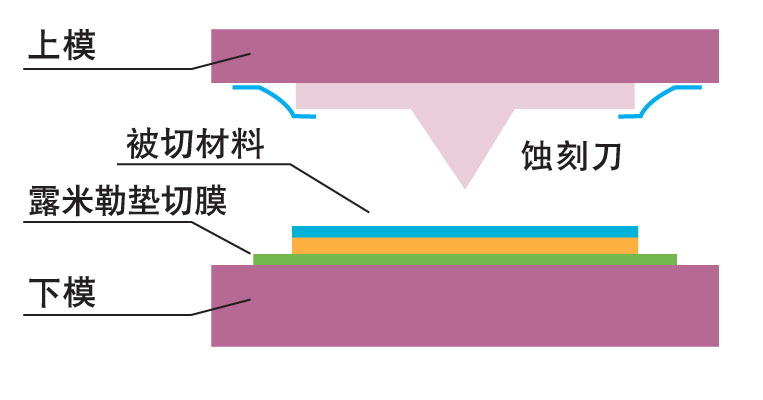
半切加工时,在被切材料的底部使用硬质的保护垫板(如铁板等)。全切加工时,在被切的材料底部使用硬度较低的垫板(如露米勒垫切膜等)。

 标准(AP)硬度 HRC46
标准(AP)硬度 HRC46
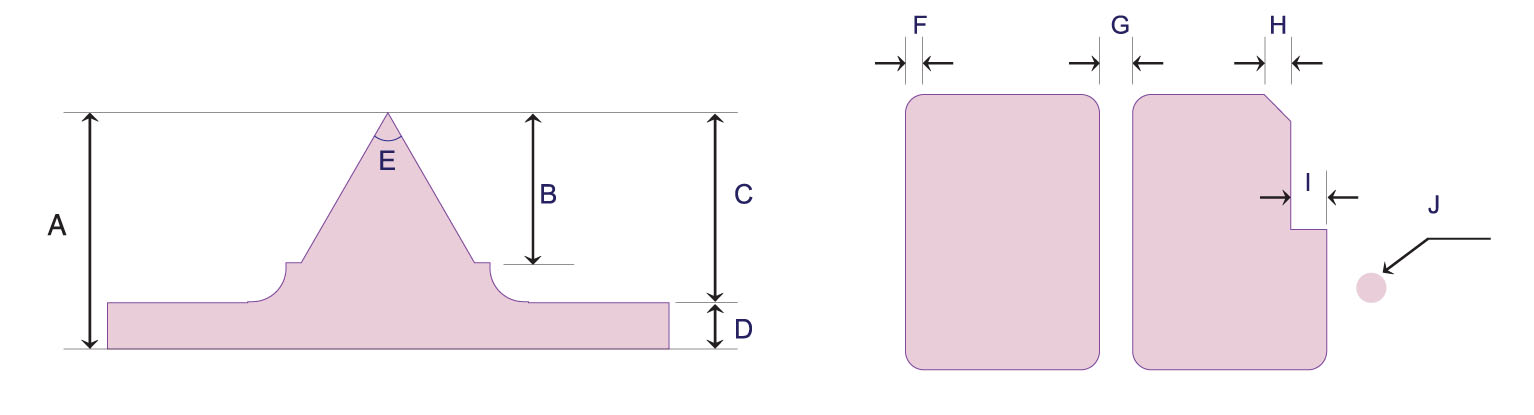
| 滚切用 | 平切用 | |||
| A.刀高 | 0.35~0.58 | 0.6 | 0.8 | 1.2 |
| B.刀切深度 | 0.20~0.25 | 0.3 | 0.4 | 0.8 |
| C.蚀刻深度 | 0.22~0.45 | 0.4 | 0.6 | 1.0 |
| D.板厚 | 0.13~0.18 | 0.2 | 0.2 | 0.2 |
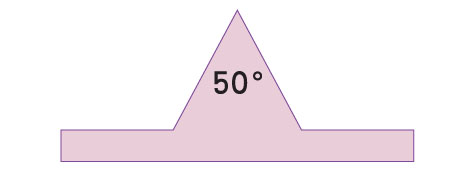
| E.刃角 | 40°50°60°80° | 30°40°50°60° | ||
| 刀高 | 0.35~0.47 | 0.35~0.48 | 0.6 | 0.8 | 1.2 |
| 刃角 | 60° | 50° | |||
| F.最小R角 | 0.25 | 0.35 | 0.25 | 0.30 | 0.55 |
| G.最小间隙 | 0.80 | 0.90 | 0.80 | 0.90 | 1.50 |
| H.C面 | 0.40 | 0.45 | 0.40 | 0.45 | 0.75 |
| I.最小弯曲面 | 0.25 | 0.30 | 0.25 | 0.30 | 0.55 |
| J.最小直径 | 0.90 | 1.00 | 0.90 | 1.00 | 1.60 |